KF40 & KF25 Vacuum to Hose Flange
Recently I needed to machine some high vacuum flange to hose adapters, I chose to make a project from them. There are various names for these types of flanges, these could include KF40, KF25, NW40, NW25, DN40 and DN25, they are all the same. I prefer to use KF, I had to machine just one KF40 to 1" hose and three KF25 to 1" hose.
Design
It is fairly easy to find the dimensions of the KF standard of vacuum fittings, here below is an example of the dimensions and what I will be working to. It is quite strange to find that half of the dimensions are round metric numbers and the other half appear to be originally imperial.
| Type | Major Diameter | Bore | Flange Angle | Sealing Ring Diameter | Sealing Ring Depth | Flange Minor Height |
|---|---|---|---|---|---|---|
| KF10 | 30 mm | 10 mm | 15 deg | 12.19 mm | 2.54 mm | 3.05 mm |
| KF16 | 30 mm | 16 mm | 15 deg | 17.27 mm | 2.54 mm | 3.05 mm |
| KF25 | 40 mm | 25 mm | 15 deg | 26.16 mm | 2.54 mm | 3.05 mm |
| KF40 | 55 mm | 40 mm | 15 deg | 41.15 mm | 2.54 mm | 3.05 mm |
| KF50 | 75 mm | 50 mm | 15 deg | 52.32 mm | 2.54 mm | 3.05 mm |
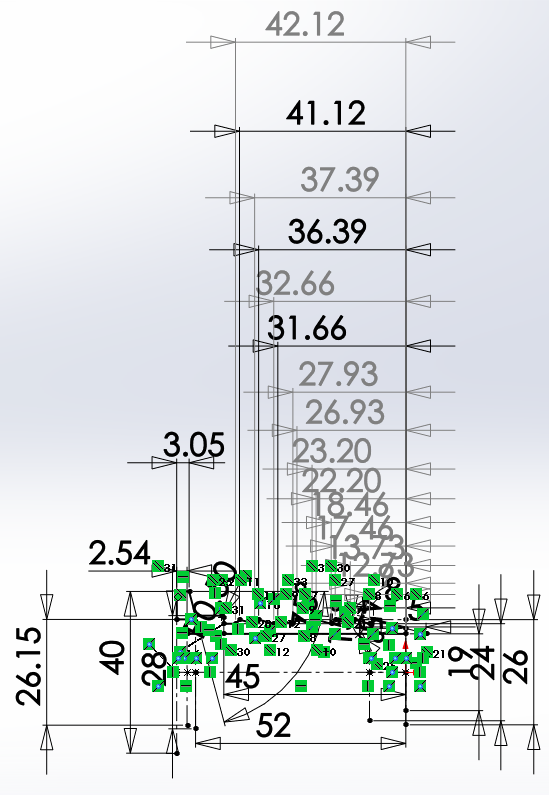
I designed the barbs on Solidworks to give myself some numbers to program from. Here below is the profile of the KF25 barb.
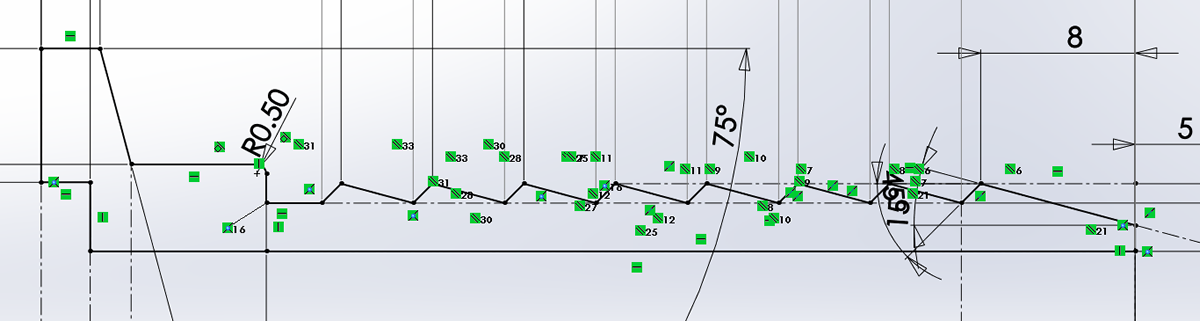
Here is the barb with all of the dimensions listed, all of those in gray have already been defined and are indicators, these are all of the numbers I will need in order to program the CNC lathe.
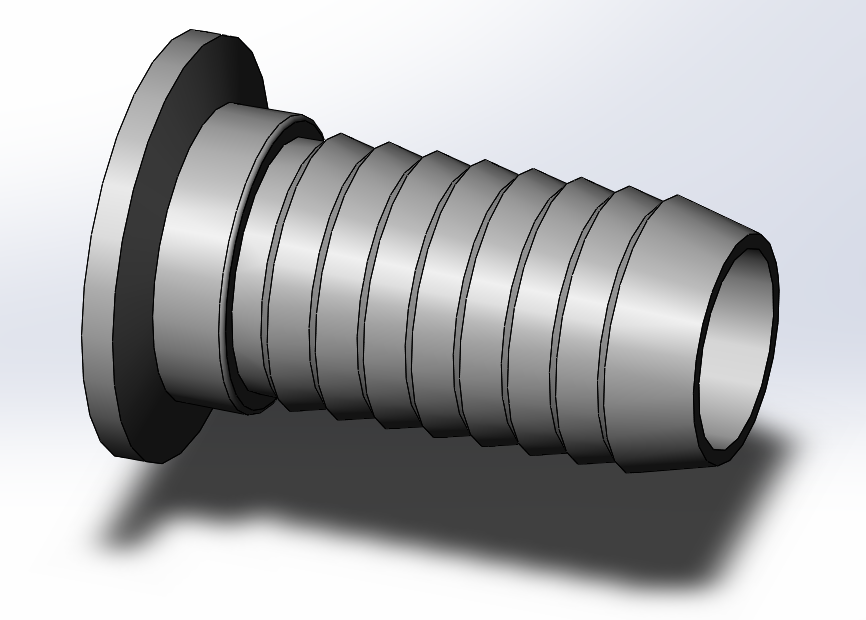
Here is a 3D representation of the KF25 barb.
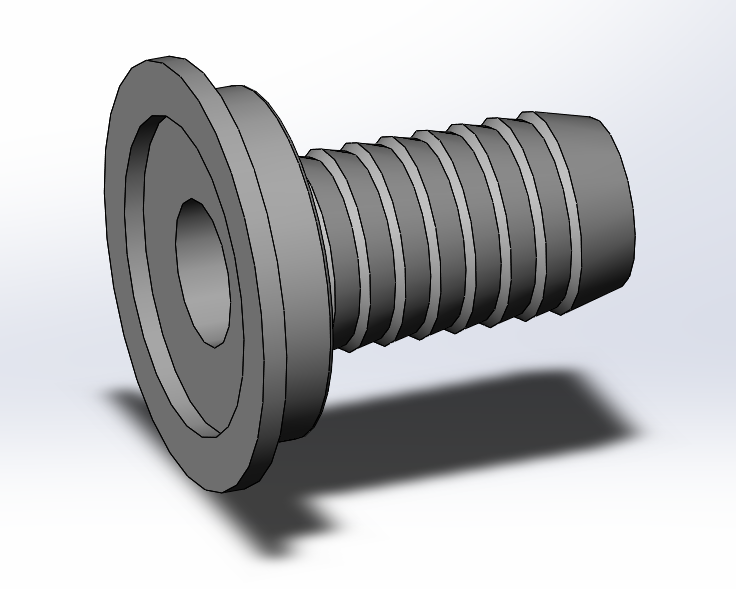
Here is a 3D representation of the KF40 barb.
Manual Machining
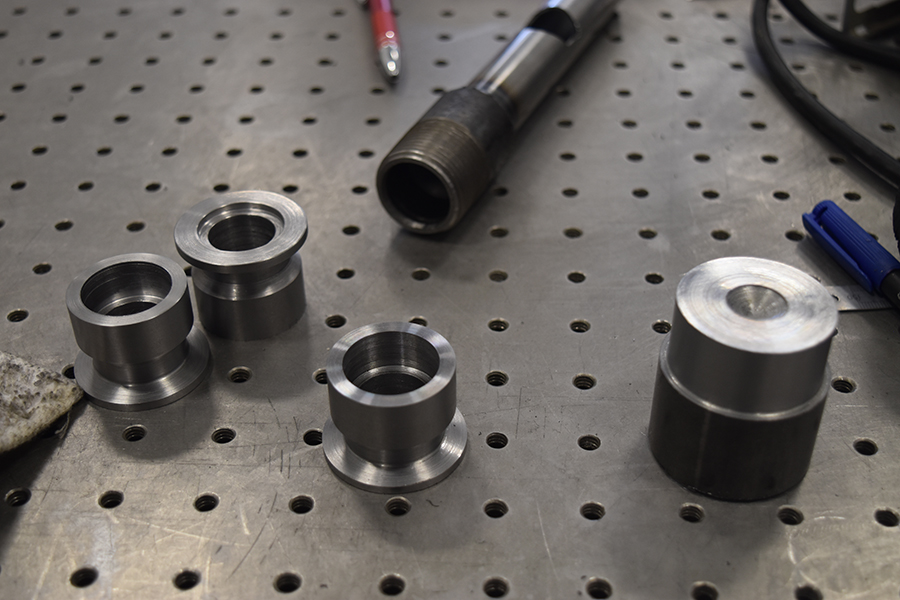
Before I chose to machine these parts on the CNC I actually had some KF25 flanges to make out of mild steel that had to be welded to a piece of 1" tube, there were three of these to make in total. I borrowed the manual lathe at the machine shop next to ours, it was just more convenient as I did not have the right profile tips to machine steel. I had a filter that had KF25 on one side and KF40 on the other, this was the reason why I would have to machine a KF40 adapter because everything else will be in KF25 for the system. I took this filter with me just to ensure I matched these hand turned pieces.

They didn't take all that long to machine with the correct equipment, to say they were in mild steel I achieved a very good finish.
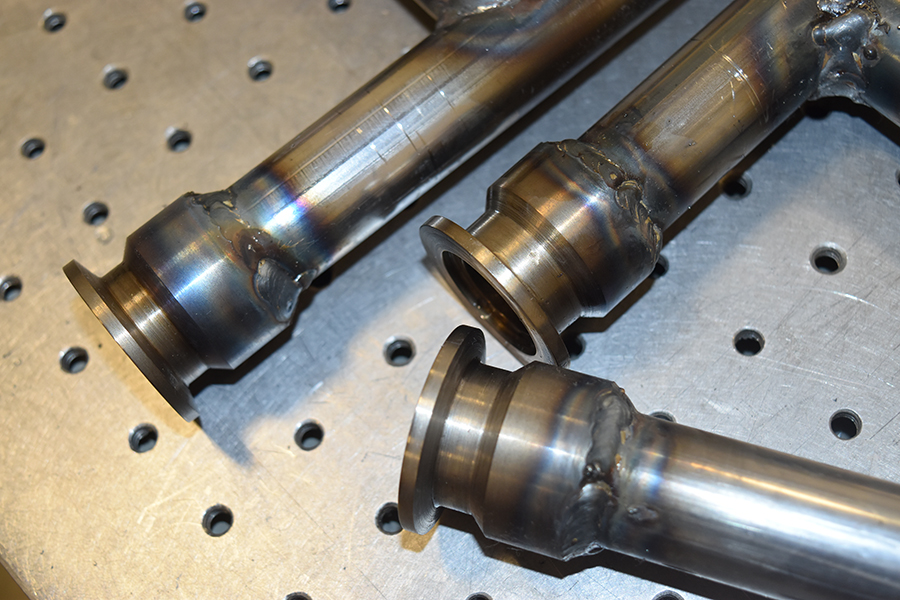
The flanges were welded on their respected metalwork, I made these flanges rather chunky as to avoid all possible warping.
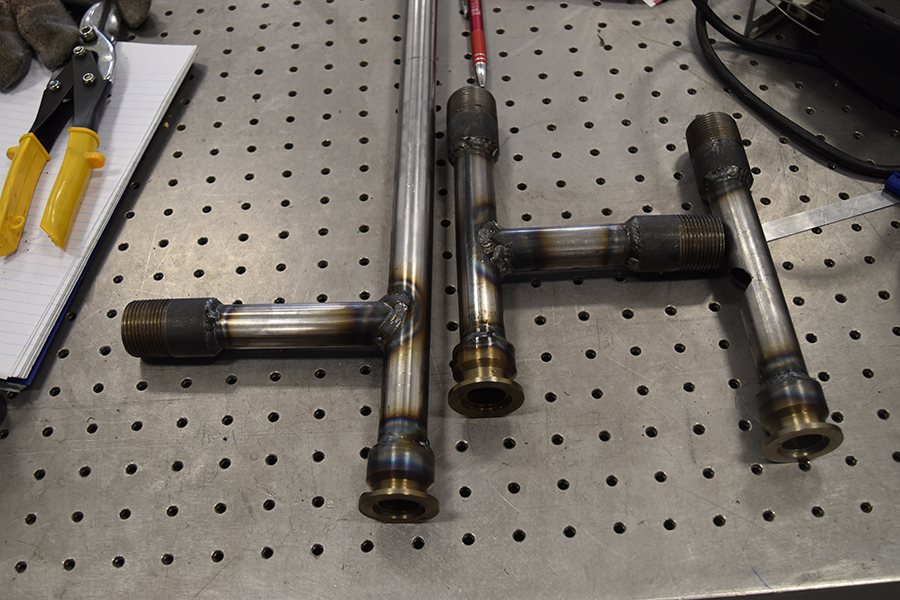
The flanges were MIG welded, if this system had to hold a very high vacuum then I would tidy the welds with a TIG and also weld the seams on the inside. The application for these parts is for a moulding machine, the vacuum is perhaps a little stronger than necessary but this will aid to provide a perfect product to the customer.
CNC Machining
It was time to CNC turn the flange adapters out of aluminium, I could only program the machine manually as I did not have access to CAM software.
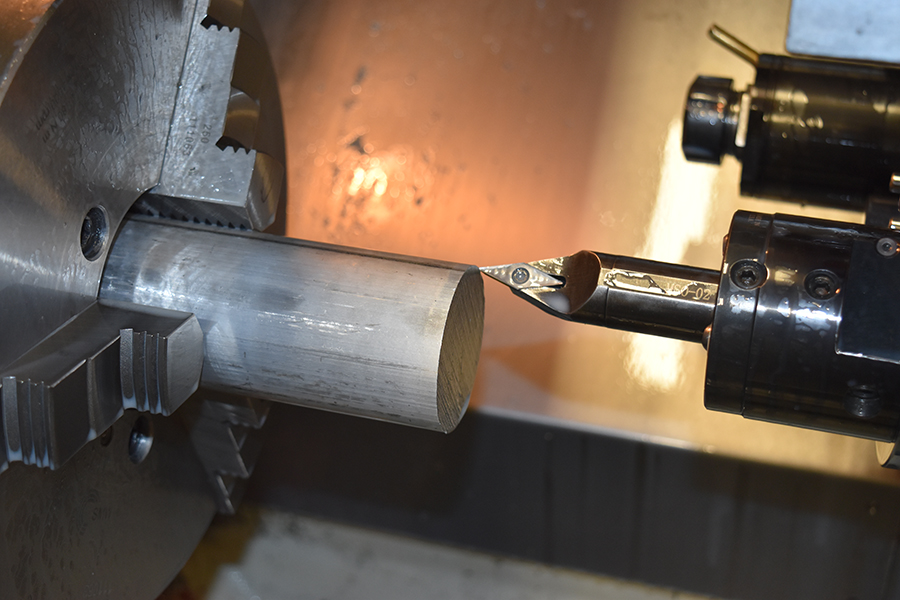
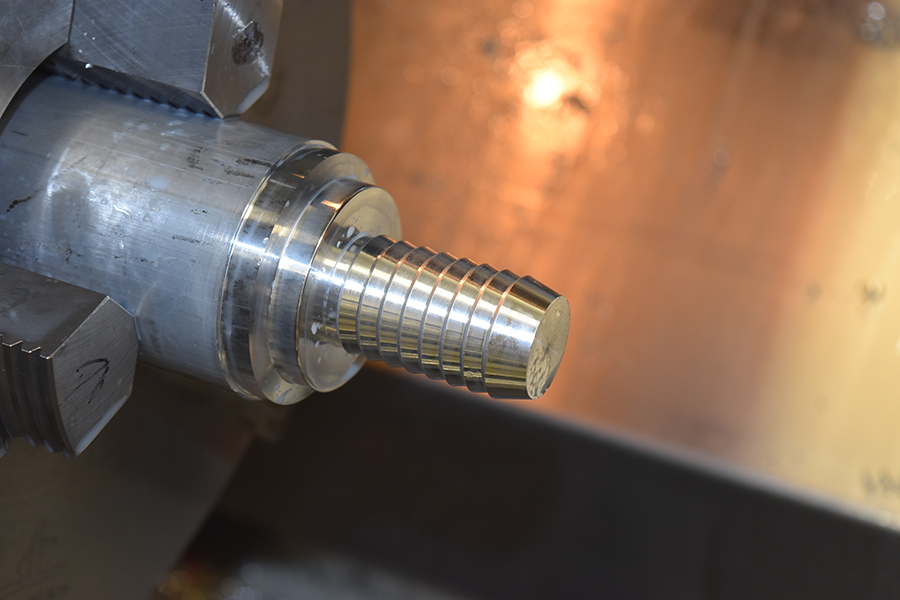
The profile turned.
The part bored to 3/4", of course I cannot go to 25mm as this is almost 1" and that is the hose bore.

The KF40 flanges were finished first and then the KF25's second.

The parts were placed in the jaws to machine the flange sealing side, I used a piece of copper sheet as to not mark the barbs.
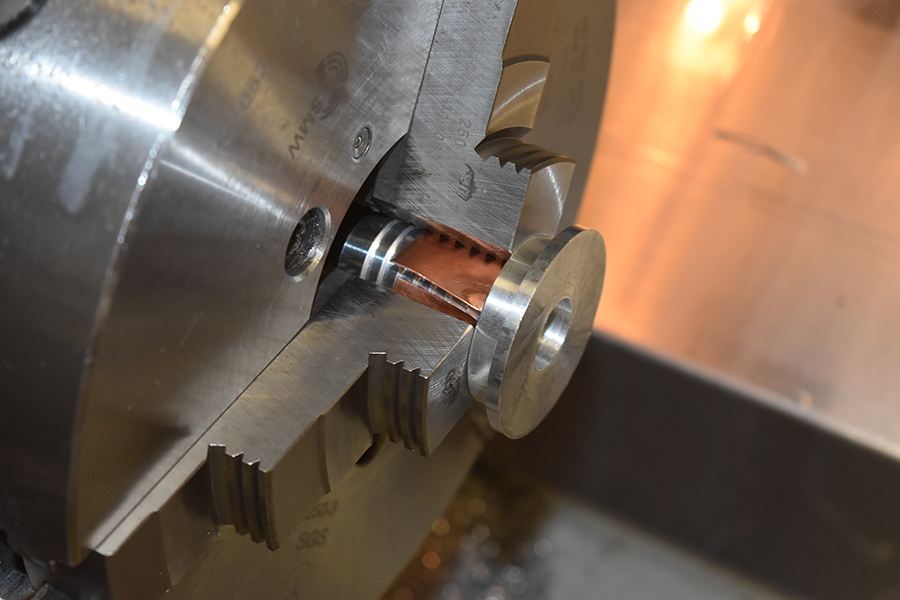
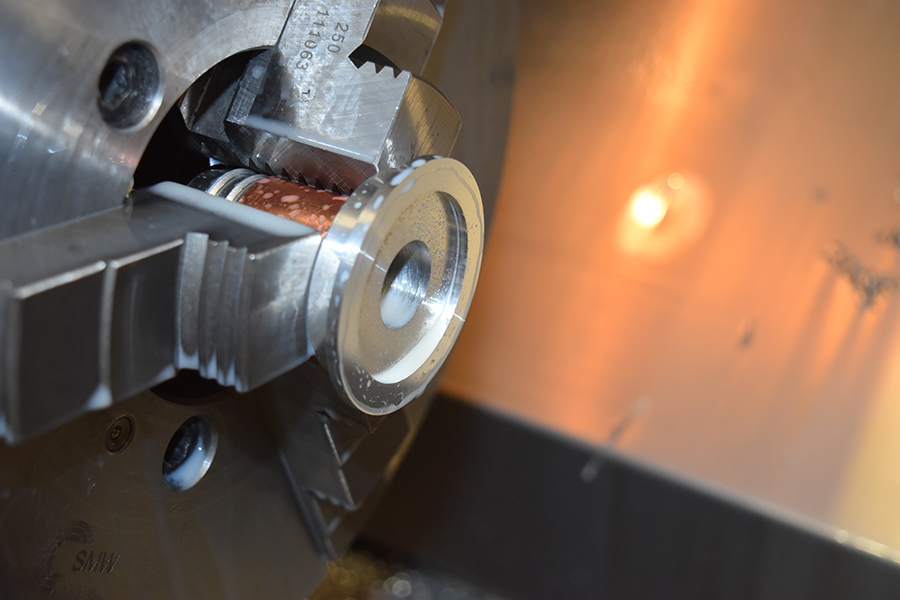
The flange machined to the correct dimensions, most important was the height of the flange itself.
I only needed one of the KF40 flanges and three of the KF25 flanges, I chose to make double since I was set up, they may come in use at a later date.

Aluminium is such an easy material to machine that I managed to keep 0.01mm on all of the dimensions.

These barbs were a very easy part to machine but they saved a lot of time and money. I'm not so keen on large batch machining but I very much like designing, setting up the machine and running one off parts. The time it took to design, program and machine all of the parts was about 2 hours. The time for each part was around five minutes, if I spent a little more time on optimising the program I could get it down to 2 minutes, if I had a twin spindle lathe then I could get them down to around 45 seconds.
Hello, if you have enjoyed reading this project, have taken an interest in another or want me to progress one further then please consider donating or even sponsoring a small amount every month, for more information on why you may like to help me out then follow the sponsor link to the left. Otherwise you can donate any amount with the link below, thank you!